The Line That Could Not Tolerate Variation#
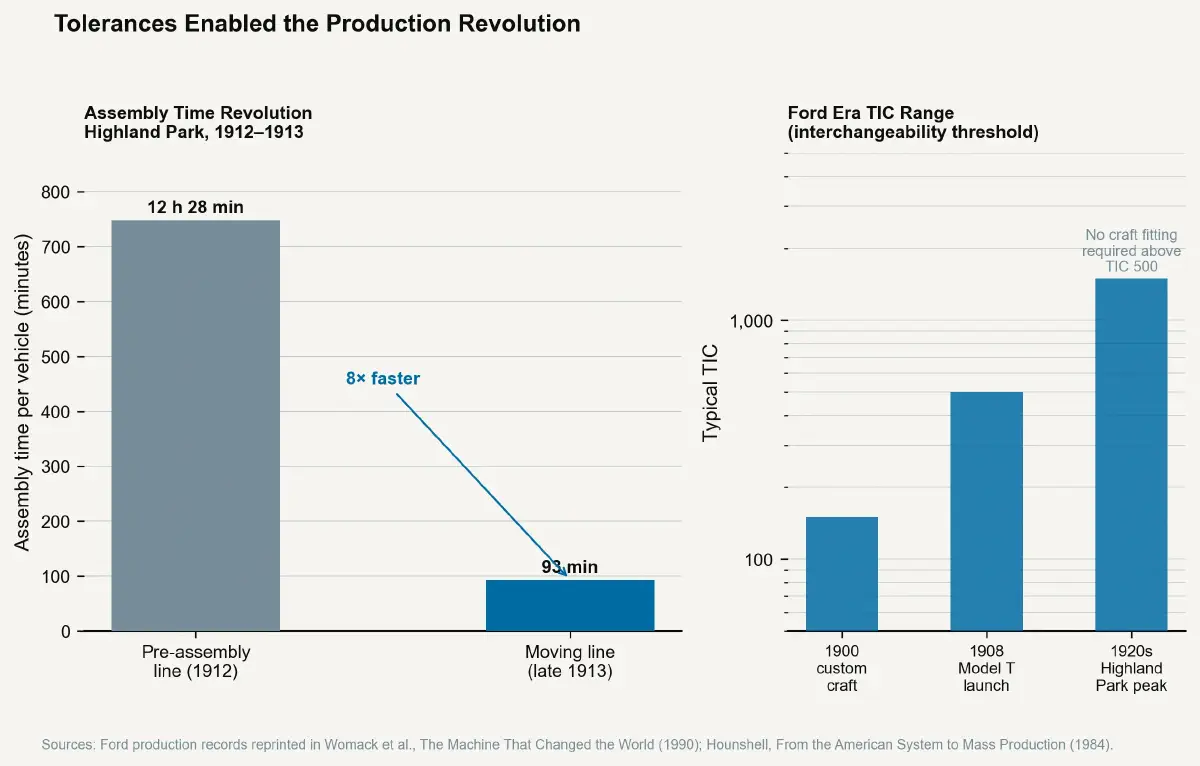
On December 1, 1913, the Highland Park Ford plant in Michigan installed the first continuous moving assembly line for automobile production. The Model T's final assembly, which had previously taken 12 hours and 28 minutes per car using a stationary assembly method, was completed in 93 minutes. By 1914, cycle times had been reduced further to approximately 24 minutes per car. The productivity improvement was extraordinary and is well-documented in manufacturing history texts.
The efficiency gain is typically attributed to the continuous movement of the work-in-progress — the elimination of worker movement time, the division of labour into tightly specialised repeated tasks, and the pace-setting function of the line itself. All of these factors contributed. What is less commonly stated is the enabling prerequisite that made them possible: the dimensional consistency of the parts flowing onto that line.
A moving assembly line does not allow custom fitting. When the frame reaches the engine mounting station, the engine has to bolt directly to the frame without shimming, filing, or adjustment — because there is no time for fitting on a line moving at a timed pace. If 1% of frames have mounting hole positions 2mm out of specification, and 1% of engines have mating surfaces 2mm out of specification, a fraction of those combinations will fail to assemble, and a moving line has no mechanism to accommodate the failure except to stop. Line stoppage is the catastrophic failure mode of a continuous assembly process.
Ford's assembly line at Highland Park was possible because Ford had solved, to a degree no previous manufacturer had matched, the dimensional consistency problem for every part entering the assembly sequence. The moving assembly line was not primarily a scheduling innovation — it was a tolerance management triumph.
The Geometry of Mass Production#
From Craft Fitting to Process Control#
The pre-Ford manufacture of complex mechanical objects — locomotives, steam engines, early automobiles — involved craft fitting as a normal part of the assembly process. A machinist assembled a crankshaft into an engine block by first measuring the actual bore diameter, then selecting or turning a crankshaft journal to fit the measured bore, then fitting bearing shells to achieve the correct running clearance. The process required skilled tradesmen at each station, could not be accelerated below a minimum craft time, and produced quality variation proportional to the skill variation of the craftsmen. The craft economy was not inefficient per se — it produced functional products — but its costs scaled with skilled labour and its output per skilled worker was fundamentally limited.
The Ford system eliminated craft fitting by tightening the tolerance on incoming parts until fitting was never required. If the engine block bore diameter and the crankshaft journal diameter are both controlled to ±0.02mm, and the target running clearance is 0.05–0.10mm, then any combination of block and crankshaft from the compliant parts population will produce an acceptable running clearance without measurement or adjustment. The assembly process becomes a mechanical mating operation rather than a craft measurement-and-fitting operation.
Achieving ±0.02mm consistency in production quantities required manufacturing infrastructure that Ford built specifically for Highland Park: precision grinding machines from Cincinnati Milling, precision gauges calibrated to NIST standards, inspection stations distributed through the production flow with go/no-go gauges for each critical dimension, and — most importantly — a statistical awareness that parts varied in a predictable distribution and that the tolerance limits had to be set to ensure the tails of that distribution were still within acceptable dimensional range.
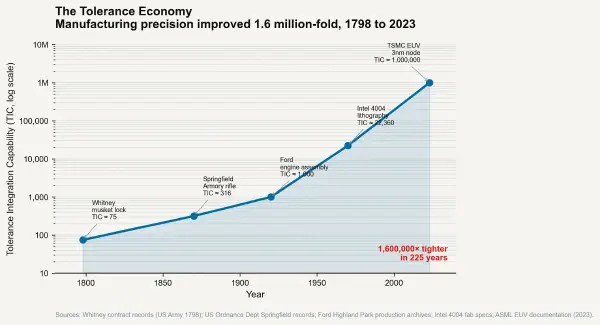
Walter Shewhart's development of statistical process control at Western Electric in the 1920s formalised what Ford had empirically implemented: the insight that manufacturing processes produce dimensional output in predictable distributions, that these distributions can be characterised and monitored, and that systematic deviation from statistical control — indicating a process shift rather than random variation — can be detected before it produces out-of-tolerance parts. Quality control moved from inspection of finished goods to monitoring of the production process itself. The TIC for critical Ford engine components had reached 500–2,000 by the mid-1920s — 5–20× more demanding than Springfield Armory musket production — and was being managed through statistical process control rather than individual part inspection.
The TIC Revolution in Metrology#
The dimensional consistency required for the Ford assembly line demanded measurement instruments of corresponding precision. The introduction of the Johansson gauge block set — Carl Edvard Johansson's invention from 1896, deployed in precision engineering from 1901 onward — provided a practical precision length standard that could be used in production environments without laboratory conditions. Johansson gauge blocks are wrung together by the molecular adhesion of their optically flat lapped surfaces to produce combinations spanning any required dimension; they provided dimensional references accurate to approximately ±0.25µm in the best available grades.
The adoption of Johansson gauge blocks in Ford's production environment, combined with systematic metrology for all critical manufacturing equipment, created a dimensional traceability chain — from national measurement standards through production gauges to part dimensions — that had not existed in manufacturing before this era. The traceability chain is the institutional architecture of a tolerance: every measurement in the production process is traceable to a common reference, so that a dimension measured in Dearborn and a dimension measured in Chicago are comparable. Without traceability, the tolerance specification on a drawing is a nominal intention; with traceability, it is a verifiable requirement.
The metrology investment required for mass production — gauge blocks, surface plates, measuring machines, periodic gauge calibration programmes — is not negligible. Ford's metrology programme at Highland Park required a dedicated metrology facility and staff whose costs were a direct overhead on the manufacturing operation. The overhead was justified by the elimination of craft fitting labour and by the increase in production throughput that came from line reliability. The TIC improvement — achieving tighter dimensional control across all parts entering the assembly — had a quantifiable economic return through reduced assembly time, reduced rework, and increased line utilisation.
The Tolerance Economy in the Electronics Era#
The dimensional precision that Ford developed for mechanical assembly was adapted, with significant new challenges, for electronics manufacturing beginning in the 1950s. Printed circuit board (PCB) manufacturing required dimensional tolerances on conductor width and spacing that were ultimately limited by photolithographic precision — the accuracy with which a photographic image of the circuit could be reproduced on the board surface. Early PCBs in the 1950s had conductor widths of approximately 1–2mm, with tolerances of ±0.2–0.5mm — a TIC of approximately 5–10.
By the early integrated circuit era (1970s), IC photolithography required critical dimension tolerances of approximately ±1µm (±0.001mm) on features with nominal dimensions of 5–10µm — TIC values of 5,000–10,000. The measurement tools, the clean room environments, and the photomask precision required for this TIC level were entirely different from mechanical manufacturing — electron beam lithography for mask writing, laser interferometry for stage positioning, optical microscopy and scanning electron microscopy for feature inspection.
The progression from Ford's ±0.02mm to the electronics industry's ±1µm is a factor of 20 in tolerance precision in approximately 50 years — representing the industrialisation demand placed on metrology, materials, and equipment by the expanding semiconductor industry. The TIC trajectory was driven by the economics of integration density: more transistors per chip area meant tighter features, tighter features meant tighter tolerances, tighter tolerances meant more expensive manufacturing, and the economic return from more transistors per chip paid for the manufacturing investment. This virtuous cycle — which Carver Mead and Lynn Conway formalised as the design principles underlying VLSI in their 1980 textbook — produced the most rapid tolerance tightening in industrial history. The next post examines where that trajectory now stands and what it means for the future of semiconductor manufacturing.