The Contract That Took Ten Years Too Long#
In January 1798, Eli Whitney signed a contract with the US War Department for 10,000 muskets, to be delivered within two years, at $13.40 per musket. The contract included a specification that was unusual for the period: Whitney proposed to manufacture the muskets from interchangeable parts — components machined to sufficient precision that any lock, stock, or barrel from the production run could be assembled with any other without custom fitting. In the armourers' workshops of the era, every musket was a bespoke object. The gap between one craftsman's work and another's was bridged by the skilled hand fitting that armourers performed as a matter of course, filing and adjusting each component to achieve the required function. Whitney proposed to eliminate that gap through dimensional consistency.
The muskets were not delivered in two years. They were not delivered in five years. The full contract — eventually extended and renegotiated — was not completed until 1809: eleven years and substantial additional cost overruns beyond the signed terms. Whitney's public demonstrations of the interchangeable part concept — most famously, a demonstration for President-elect Thomas Jefferson and Secretary of War Henry Dearborn in which Whitney disassembled multiple musket locks and reassembled them from randomly mixed components — were genuine and impressive. The production reality was considerably more complex. Achieving dimensional consistency sufficient for true interchangeability in an iron machining environment with the cutting tools, fixtures, and measurement instruments of 1798 required the development of manufacturing infrastructure that simply did not exist when Whitney signed the contract.
The story of Whitney's musket contract is often told as an entrepreneurial success — the demonstration of interchangeability that launched the American manufacturing system. It is equally a story about what it actually takes to achieve a tolerance. Not the idea of a tolerance, not the specification of a tolerance, not the promise of a tolerance — but the measurement infrastructure, the fixturing, the cutting tool materials, the gauging practice, and the manufacturing facility design required to produce one.
What a Tolerance Actually Requires#
The Measurement Problem Precedes the Manufacturing Problem#
A dimensional tolerance — the specification that a part's dimension falls within a defined range — is meaningless unless the manufacturing process can both achieve the range and verify that it has been achieved. Verification requires measurement, and measurement requires instruments more precise than the tolerance being measured. The general principle is that the measuring instrument must be at least 4–10× more precise than the tolerance it is verifying.
In Whitney's era, the precision measurement infrastructure did not exist. The iron surface plate — a reference datum against which machined surfaces can be compared — was not yet a standard shop tool; it was developed incrementally through the early 19th century as the need for precision flatness references became clear in armament and engine manufacturing. The go/no-go gauge — a fixed dimensional reference that a part either fits or does not — was developed specifically for armament production during this period to replace continuous variable measurement with binary pass/fail assessment. The development of the gauge was as important to the interchangeability project as the development of the milling machine.
The specific tolerance Whitney's contract required for genuine interchangeability — parts that could be assembled without fitting — was approximately ±0.5mm on critical dimensions. Modern metrology equipment can measure such tolerances trivially, with accuracies of one or two orders of magnitude better. Whitney's measurement infrastructure could barely achieve the required measurement accuracy at all, and the accuracy was dependent on temperature (metal contracts and expands with temperature, and gauge calibration assumed a defined temperature), on the skill and consistency of the gauger, and on the cleanliness of the gauging surfaces. The TIC of Whitney's musket lock — the ratio of nominal dimension to tolerance — was approximately 50–100. This is not a demanding precision by modern standards; it was at the frontier of the 18th century's measurement capability.
The Social Infrastructure of Tolerance#
The interchangeability system did not scale until social and institutional infrastructure was built around the measurement. The Springfield Armory — the US federal armaments facility in Massachusetts — became the primary locus for development of the American interchangeable system from the 1820s through the 1850s. The armory developed standardised gauge sets, standardised cutting tool procedures, standardised inspection processes, and — critically — standardised part drawings with explicit dimensional tolerances, rather than drawings that relied on the armourer's craft knowledge to determine acceptable dimensions.
The development of standardised drawings with tolerances marked was itself an innovation. Before tolerances were explicit on drawings, dimensioning conveyed nominal dimensions but left the acceptable variation to the machinist's interpretation. Toleranced drawings — where each critical dimension carries an upper limit, a lower limit, and a nominal — created a shared language between designer and machinist that made delegation of manufacturing responsibility possible. You could hand a toleranced drawing to a machinist in a different facility, in a different city, and get a part that would fit the adjacent assembly component made by yet another machinist elsewhere, because the drawing specified everything about the part that mattered functionally.
The toleranced engineering drawing was not merely an administrative tool. It was the fundamental communication medium of the industrialised economy: a mechanism for encoding precision requirements in a form that manufacturing processes could be organised to meet, and then verified to have met. Every supply chain in the modern global economy — from automobile assembly to aircraft to consumer electronics to food processing equipment — is built on the assumption that toleranced drawings can be transmitted to suppliers anywhere in the world and that the received parts will conform to the specified dimensions. This assumption was created, with considerable difficulty, at the Springfield Armory in the 1820s and 1830s.
The TIC Trajectory from 1798#
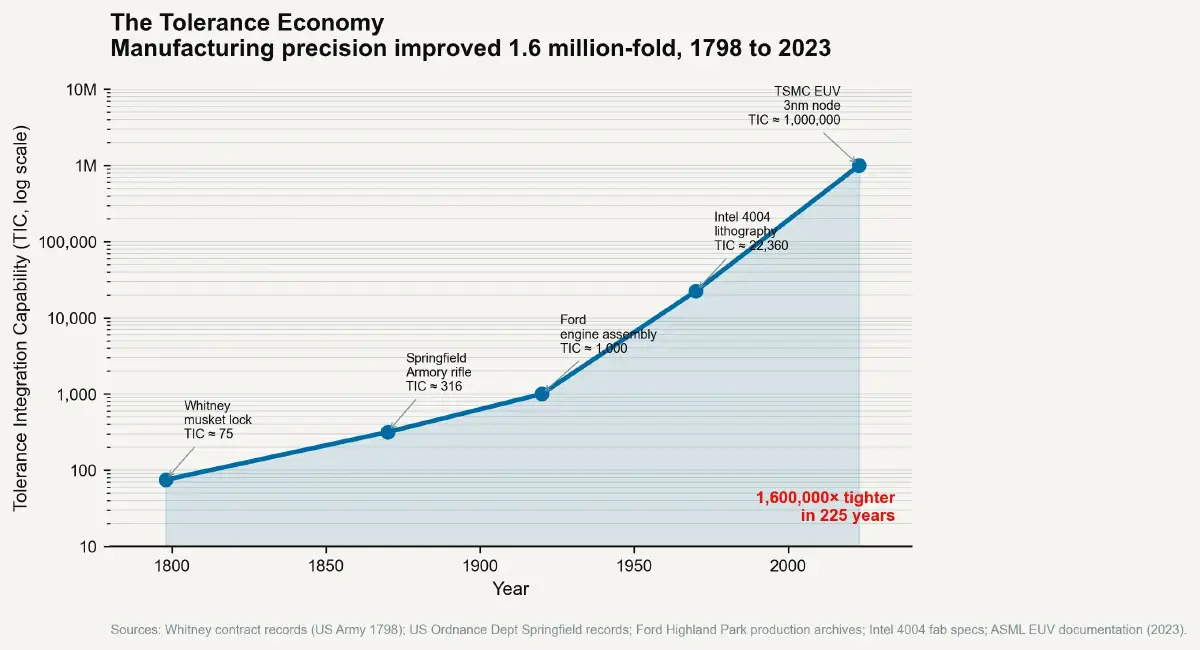
Whitney's musket lock had critical tolerances of approximately ±0.5mm on the lock plate dimensions and ±0.3–0.5mm on the sear and tumbler pivot bore diameters. These tolerances enabled the interchangeability demonstration that impressed Jefferson and Dearborn. The TIC (nominal dimension / tolerance ratio, geometric mean across critical interfaces) for the musket lock assembly was approximately 50–100.
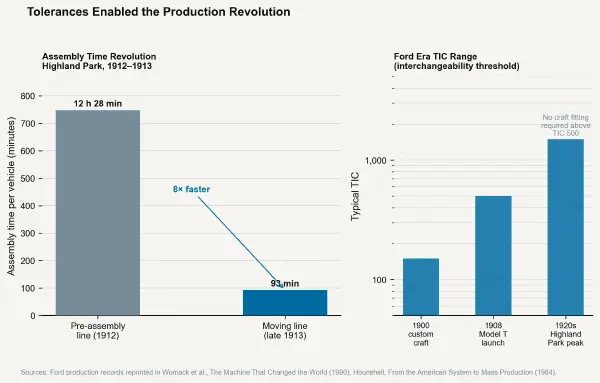
By 1870, rifle manufacturing at the Springfield Armory had achieved TIC values in the range of 200–500, enabled by the development of precision milling machines, hardened steel cutting tools, and gauge steel calibrated to finer standards. By 1920, Ford's moving assembly line depended on TIC values of 500–2,000 for engine block features and drivetrain components, enabled by the development of precision grinding, measuring instruments with ±0.001-inch (±25µm) accuracy, and the statistical process control concepts that Walter Shewhart was developing at Western Electric during the same period.
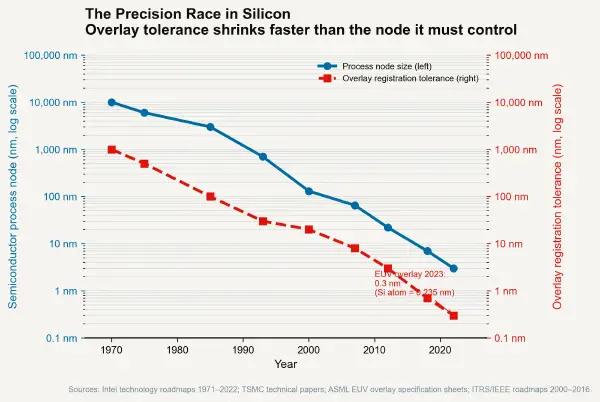
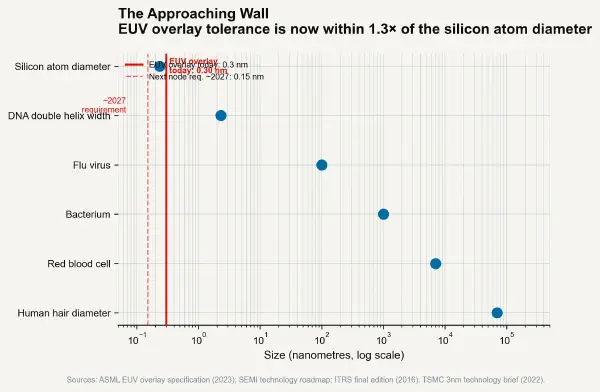
By 1970, the semiconductor industry's early integrated circuit production required TIC values in the range of 10,000–50,000 for photolithographic alignment and etching tolerances on chip dimensions measured in micrometres. By 2023, EUV lithography at the 3nm node requires TIC values exceeding 1,000,000 — a tightening of approximately 1,600,000× relative to Whitney's musket lock in approximately 225 years. The next post traces the specific steps in this progression and the manufacturing and metrology advances that made each step possible.