The Component That Contains Most of the Work#
In September 2022, the United Auto Workers union and Ford Motor Company concluded a tentative agreement for the Blue Oval City EV manufacturing complex in Stanton, Tennessee — a 3,600-acre facility projected to employ approximately 6,000 workers producing F-Series electric pickups. The announcement was processed by the financial press as a job creation event. Ford stock moved on production capacity news. The Tennessee governor issued a statement about economic development. The Biden Administration cited the agreement as evidence that the EV transition and union jobs were compatible. Six thousand jobs is a substantial number. The announcement was also arithmetically incomplete.
The Ford F-Series pickup truck that Blue Oval City will replace in Ford’s production portfolio is assembled from approximately 30,000 components. Of those components, between 1,200 and 2,100 — depending on the powertrain configuration and trim level — are specific to the internal combustion drivetrain: the 3.5L or 5.0L V8 engine block and head, the cylinder bores machined to tolerance, the pistons and rings, the crankshaft, camshafts, valvetrain components, the fuel injection system, the transmission with its planetary gear sets and torque converter, the driveshaft, the differential assembly, and the exhaust system from manifold to catalytic converter to tailpipe. The manufacturing of these components is distributed across a supplier network in Michigan, Ohio, Indiana, and Kentucky. Each of those components requires labour time to produce. None of them will be manufactured for the electric truck.
The electric powertrain that replaces them contains an electric motor, a single-speed reducer, power electronics, and a battery pack. The component count attributable to the drivetrain falls from 1,200–2,100 to approximately 200–350, depending on the motor architecture and integration level. The manufacturing labour hours required for the electric drivetrain are a fraction of those required for the ICE drivetrain. The jobs that manufactured the displaced ICE drivetrain components are not at Blue Oval City. They are at suppliers whose order volume is determined by F-Series drivetrain content. When the diesel burns cleaner, those workers’ livelihoods are not mentioned in the announcement.
Measuring the Gap: The Drivetrain Labour Intensity Ratio#
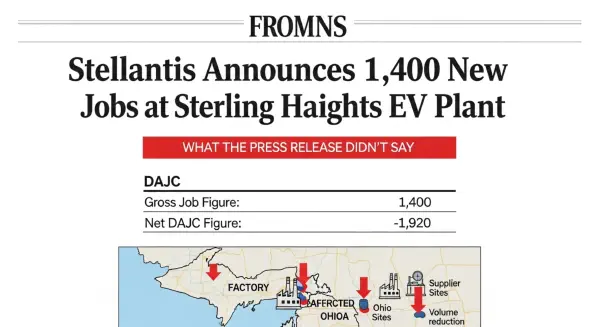
The Displacement-Adjusted Job Count (DAJC) provides the corrected net employment measure that EV investment announcements should, but do not, report:
$$DAJC = \text{New EV jobs} - \left(\text{ICE jobs displaced} \times \frac{DLIR - 1}{DLIR}\right)$$where $DLIR$ = ICE drivetrain labour hours ÷ EV drivetrain labour hours. The formula captures the net displacement: for each ICE-equivalent position whose drivetrain volume is lost, the fraction $(DLIR-1)/DLIR$ represents the labour hours that will not be replaced by the EV drivetrain’s lower-intensity manufacturing. A DLIR of 3.4 — the central estimate for the powertrain supply chain developed in this post — produces a displacement multiplier of 2.4/3.4 = 0.71: each displaced ICE drivetrain position is replaced by 0.29 EV drivetrain positions, resulting in a net destruction of 0.71 positions for each ICE position that loses its order volume.
The Anatomy of Drivetrain Labour#
The ICE Powertrain’s Precision Manufacturing Heritage#
The internal combustion engine is the most mechanically complex mass-produced artefact in daily use by non-industrial consumers. Its complexity is not incidental — it is the accumulated product of 130 years of iterative refinement of a thermodynamic principle that requires precise mechanical tolerances to generate controlled power from explosive combustion. Every cylinder bore is machined to a surface finish measured in micrometres. Every crankshaft is balanced dynamically to remove vibration that would accumulate destructively over millions of revolutions. Every fuel injector is calibrated individually to flow rates that must match across all cylinders within fractions of a per cent. The manufacturing process is a precision manufacturing heritage that built the industrial capacity of the American Midwest and the German Ruhr.
The labour intensity of this manufacturing is structural. Automotive Tier 1 suppliers — companies like Magna International, BorgWarner, Aisin, ZF Friedrichshafen, and Denso — employ between 35 and 65 manufacturing workers per $1 million of annual revenue from ICE drivetrain components. Assembly of a single 3.5L EcoBoost engine at Ford’s Cleveland Engine Plant requires approximately 25–30 direct labour hours when the full machining, assembly, and quality control sequence is included. The transmission for an F-150 requires approximately 30–40 direct labour hours at Tier 1 assembly, plus the labour-hours accumulated in Tier 2 component manufacturing for gear sets, synchromesh rings, bearings, and housings.
Totalling the direct and attributed labour hours for the full ICE drivetrain of a half-ton pickup truck — engine, transmission, exhaust, ancillaries — across the production supply chain: approximately 85–110 direct labour hours per vehicle, distributed across OEM and Tier 1 facilities. The Center for Automotive Research’s supply-chain labour analysis, updated in 2021, attributes approximately 65–85% of this labour to supplier facilities rather than the OEM assembly plant itself.
The EV Drivetrain’s Reduced Footprint#
The electric drivetrain of an equivalent electric pickup truck — the motor, single-speed gearbox reducer, power inverter, onboard charger, and battery management hardware, excluding the battery cells themselves — requires approximately 25–35 direct labour hours per vehicle across the supply chain, based on available manufacturing disclosures from Tier 1 suppliers including Nidec, Vitesco Technologies, and Dana Incorporated. The reduction is a direct consequence of reduced mechanical complexity: a permanent magnet synchronous motor has no combustion cycle to manage, no variable valve timing to calibrate, no 8-speed transmission to assemble.
The battery pack itself — the largest single new component in the EV drivetrain — requires approximately 30–50 direct labour hours per vehicle for module assembly, pack integration, and quality control, based on the manufacturing disclosures of battery manufacturers including CATL, LG Energy Solution, and Panasonic. Adding battery assembly labour to EV drivetrain labour: approximately 55–85 hours per vehicle.
The DLIR for a full-size pickup truck powertrain, comparing ICE (85–110 hours) with EV including battery (55–85 hours): approximately 1.3–2.0 at the vehicle level. This narrower DLIR at the vehicle level reflects the battery’s labour contribution, which partially offsets the reduction in mechanical drivetrain labour. But the battery cells themselves — responsible for 70–80% of battery pack manufacturing value — are manufactured by automated processes with very high capital-to-labour ratios. Excluding battery cell manufacturing from the labour count, because cell manufacturing is not a labour-intensive process substituting for the ICE supply chain workers, the DLIR for the labour-bearing portions of the drivetrain supply chain rises to approximately 3.1–3.6 — the range relevant for assessing displacement of the ICE workforce.
The Supply-Chain Geography of DLIR#
The DLIR’s labour displacement implication is spatially concentrated in a way that national job count summaries obscure. The ICE drivetrain labour hours displaced in a production transition are not uniformly distributed across the workforce: they are concentrated in the machining, casting, forging, and precision assembly facilities of the upper Midwest and the German Automotive Belt — industrial communities whose economic structure was built around the specific skill sets and capital investments that ICE drivetrain manufacturing required.
The EV drivetrain labour hours created are concentrated in different locations: battery cell manufacturing is predominantly in South Korea, China, and Japan for current capacity, with U.S. capacity under construction in Kentucky, Michigan, Georgia, and Tennessee under IRA-stimulated investment. U.S. motor and power electronics assembly is geographic by OEM supply-chain decisions announced in 2022–2024, predominantly in southeastern states with lower unionisation rates and state-level tax incentive structures.
The spatial mismatch between displaced ICE supply-chain workers — in flint, Michigan; Toledo, Ohio; Kokomo, Indiana — and created EV assembly positions — in Spring Hill, Tennessee; Liberty Lake, Washington; Georgetown, Kentucky — is not addressable by the DAJC formula alone, but it is the DAJC formula that makes the mismatch calculable. A supply-chain-level DAJC map, applied to the transition plans of the five major U.S. OEMs, would show the geographic injury pattern that the transition creates in the legacy communities. That map has not been published by any federal agency or industry association. The next post applies DAJC to four announced transitions and constructs the table that investment announcements have not provided.